欢迎光临哈尔滨金阳光管业有限责任公司!


电 话:13895700661
13351008912
网 址:www.hrbbwgg.com
办 公 地 址:黑龙江省哈尔滨市南岗区永丰大街72号
厂 址:黑龙江省哈尔滨市利民开发区北京东路南
波纹钢管是一种具有环状或螺旋状波纹结构的钢制管道,因强度高、轻量化、抗变形能力强等特点,广泛应用于市政工程、水利、交通、环保等领域。其生产工艺涉及原材料处理、成型、焊接、防腐等多个环节,以下是核心工艺关键点的详细解析:
一、原材料选择与预处理
原材料的质量直接决定波纹钢管的性能,需严格把控材质、规格及预处理效果:
钢材选型
核心材质多为低碳钢(如Q235)、低合金高强度钢(如Q355)或镀锌钢板,需满足抗拉强度、屈服强度、延伸率等力学指标(如Q235抗拉强度≥375MPa,延伸率≥26%)。
针对防腐需求较高的场景(如地下埋管、水环境工程),优先选择镀锌带钢、镀铝锌钢板或预留防腐涂层附着的专用钢板,避免原材料锈蚀影响管道寿命。
钢板/带钢预处理
开平与裁剪:卷状带钢需通过开平机平整,根据管道直径和波纹参数裁剪为设定宽度的钢带,确保宽度误差≤±1mm,避免成型时波纹不均匀。
表面清理:通过酸洗、磷化或喷砂去除钢带表面氧化皮、油污和杂质,提升后续焊接质量和防腐涂层附着力(除锈等级需达到Sa2.5级以上)。
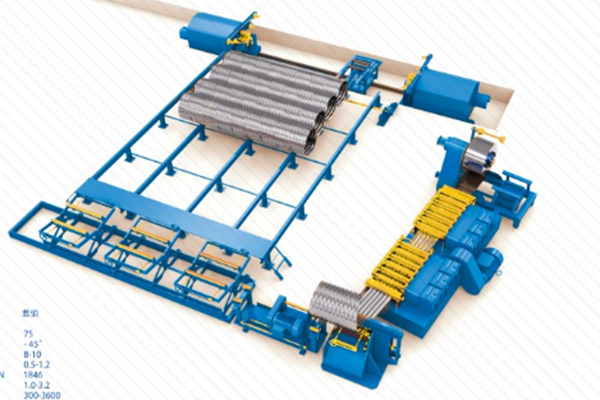
二、成型工艺:波纹结构的精准制造
波纹是钢管的核心结构,成型工艺决定波纹的尺寸精度、结构稳定性和承载能力,主要分为螺旋成型和环形成型两类,其中螺旋成型应用最广泛:
螺旋成型工艺关键点
连续送料与导向:钢带通过导向机构精准送入成型机,确保送料速度均匀(通常3-10m/min),避免因速度波动导致波纹间距偏差。
波纹辊压成型:通过多组上下对称的成型轧辊(通常8-15组)逐步将钢带压制成螺旋状波纹,需严格控制轧辊的压力、转速和间距:
波纹高度、波距误差需≤±0.5mm(如常见波纹高度50mm、波距150mm);
轧辊材质选用Cr12MoV等耐磨合金,避免长期使用后磨损导致波纹变形。
螺旋角控制:根据管道直径调整螺旋角(通常15°-30°),确保相邻波纹搭接紧密,螺旋接缝均匀,避免出现褶皱或间隙。
环形成型工艺关键点
适用于大直径管道(如直径≥3m),通过分段压制环形波纹后焊接拼接,需保证每段波纹的同心度(偏差≤1mm/m),避免组装后管道弯曲。
三、焊接工艺:确保接缝强度与密封性
焊接是将钢带螺旋或环形搭接处连接成整体的关键环节,直接影响管道的耐压性和抗渗漏能力:
焊接方式选择
主流采用高频电阻焊(ERW)或埋弧焊(SAW):
高频电阻焊:通过高频电流使钢带接缝处瞬间加热至熔融状态,经挤压辊焊接成型,适合薄壁(厚度≤8mm)钢管,焊接速度快(与成型同步),需控制电流、电压和挤压压力,避免虚焊或过烧。
埋弧焊:适用于厚壁(厚度≥6mm)钢管,通过焊丝在焊剂层下焊接,焊缝强度高(抗拉强度≥母材80%),需确保焊剂覆盖均匀,避免气孔、夹渣缺陷。
焊缝质量控制
焊接后需通过在线涡流探伤或超声波探伤检测焊缝内部缺陷,合格率需达到100%;
对焊缝外观进行检查:无裂纹、咬边(深度≤0.5mm)、未焊透等问题,焊瘤高度≤2mm,确保管道内壁光滑,减少流体阻力。
四、尺寸精度与整形处理
成型和焊接后需对管道进行尺寸校准和整形,保证安装适配性和结构稳定性:
直径与圆度控制
通过定径机对管道外径进行校准,直径误差需控制在±1%(如直径1m的管道误差≤±10mm);
圆度偏差≤管道直径的0.5%,避免安装时法兰连接不紧密或接口渗漏。
长度切割与端面加工
根据订单需求切割管道长度,切割误差≤±5mm;
对管端进行平口、倒角处理,去除毛刺和飞边,确保法兰或承插接口的密封性(端面垂直度偏差≤0.5mm/m)。
五、防腐处理:提升耐久性与环境适应性
波纹钢管多用于户外、地下或水环境中,防腐处理是延长其使用寿命的核心:
表面预处理强化
焊接后再次进行表面除锈(达到Sa2.5级),去除焊接飞溅和氧化皮,确保防腐涂层附着牢固。
防腐涂层工艺
镀锌处理:通过热浸镀锌(锌层厚度≥85μm)或电镀锌形成牺牲阳极保护层,适用于一般腐蚀环境;
涂层复合防腐:针对高腐蚀环境(如沿海、化工区域),采用“镀锌+环氧涂层”“聚乙烯(PE)缠绕”或“3PE防腐层”(环氧粉末+胶粘剂+聚乙烯),涂层厚度≥0.8mm,附着力≥50N/cm。
接口防腐
管道连接部位(如法兰、承插口)需额外涂刷防腐漆或缠绕防腐胶带,确保无裸露金属。
六、质量检测与性能验证
生产过程中需通过多环节检测确保产品符合标准(如GB/T 34287-2017《波纹钢管》):
力学性能测试
抽样检测焊缝的抗拉强度、弯曲性能(弯曲180°无裂纹),确保焊接强度不低于母材;
进行水压试验:在1.5倍设计压力下保压30分钟,无渗漏、无明显变形(径向膨胀率≤3%)。
结构稳定性测试
对波纹结构进行压扁试验:在规定压力下,波纹不出现塌陷或断裂;
针对埋地管道,模拟土壤荷载进行外压试验,验证抗变形能力。
防腐性能测试
盐雾试验:镀锌层经48小时盐雾测试后,腐蚀面积≤5%;涂层通过划格试验(附着力≥1级)和耐冲击试验(无剥落)。

扫一扫,关注我们
销售电话:13895700661
13351008912
办公地址:黑龙江省哈尔滨市南岗区永丰大街72号
厂 址:黑龙江省哈尔滨市利民开发区北京东路南