欢迎光临哈尔滨金阳光管业有限责任公司!


电 话:13895700661
13351008912
网 址:www.hrbbwgg.com
办 公 地 址:黑龙江省哈尔滨市南岗区永丰大街72号
厂 址:黑龙江省哈尔滨市利民开发区北京东路南
波纹钢管的生产工艺需兼顾“结构成型精度”“材料力学性能”和“防腐耐用性”,核心围绕原材料预处理、成型加工、焊接/连接、防腐处理、质量检测五大关键环节展开,每个环节的工艺控制直接决定产品的强度、密封性和使用寿命,具体如下:
一、原材料预处理:奠定产品基础质量
原材料(多为热轧/冷轧钢带,如Q235碳钢、304不锈钢带)的预处理是避免后续成型缺陷、保证防腐效果的前提,关键步骤包括:
原材料筛选与检验
按产品规格(如管径DN200-DN3000、壁厚2-12mm)选择适配钢带:检查钢带的厚度公差(需符合GB/T 700等标准,公差≤±0.1mm)、抗拉强度(碳钢≥375MPa,不锈钢≥515MPa),避免使用存在划痕、麻点、分层的不合格钢带;
材质成分检测:通过光谱分析仪检测钢带的合金成分(如不锈钢的Cr含量≥18%、Ni含量≥8%),防止“以次充好”导致耐腐蚀性能不达标。
钢带清洗与脱脂
去除表面杂质:通过“碱洗(去除油污)→酸洗(去除氧化皮,仅碳钢需此步骤)→水洗(中和残留酸碱)→烘干”流水线,确保钢带表面无油污、锈迹(油污会影响后续焊接质量,氧化皮会破坏防腐层附着力);
控制清洗参数:碱洗温度50-60℃、时间3-5min,酸洗浓度(盐酸)15%-20%,烘干温度80-100℃,避免过度酸洗导致钢带厚度损耗或表面粗糙。
钢带矫平与切边
矫平:通过多辊矫平机(通常6-12辊)矫正钢带的翘曲、侧弯,保证钢带平整度(每米直线度误差≤1mm),避免后续成型时波纹高度不均;
切边:用圆盘剪切除钢带两侧毛边(毛边会导致成型后接口错位、焊接漏焊),确保钢带宽度偏差≤±0.5mm,且切口无毛刺(毛刺高度≤0.1mm)。
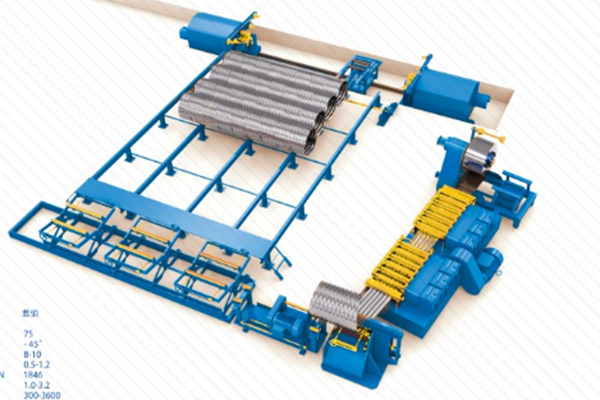
二、成型加工:决定波纹结构与力学性能
波纹钢管的核心特征是“波纹状管壁”,成型工艺需精准控制波纹的高度、间距、圆度,确保管壁兼具刚性和抗变形能力,主流成型方式分为“螺旋成型”和“直缝成型”,关键环节如下:
(1)螺旋成型工艺(适用于大直径管,DN500以上)
钢带卷曲与螺旋成型
钢带通过“导向辊→成型辊组”逐步卷曲成圆筒状:成型辊组(通常3-5组)按预设的螺旋角(一般15°-30°)调整,确保钢带边缘紧密搭接(搭接量20-50mm,根据管径调整),且圆筒圆度误差≤0.5%(如DN1000管,圆度误差≤5mm);
同步波纹压制:在卷曲成筒的同时,通过“波纹成型模具”(上下对辊,模具纹路与设计波纹匹配)在管壁上压制波纹,控制波纹高度(常见5-20mm)、间距(20-50mm)的一致性,波纹成型压力需根据钢带厚度调整(厚钢带需增大压力,避免波纹不清晰)。
定径与整形
成型后的螺旋管通过“定径套”(内径与设计管径一致)校正直径,避免因成型压力波动导致管径偏大/偏小;
对波纹峰值、谷值进行整形,确保波纹表面光滑无褶皱(褶皱会导致应力集中,易在受压时开裂)。
(2)直缝成型工艺(适用于中小直径管,DN500以下)
钢带连续折弯与直缝成型
钢带通过“连续折弯机”按预设弧度逐步折弯成U型、半圆型,最终闭合为圆筒状,直缝接口处预留1-2mm的焊接间隙(间隙过大易焊穿,过小易未焊透);
波纹压制:在直缝成型后,通过“环形波纹模具”(沿管周向压制)或“纵向波纹模具”(沿管轴向压制)加工波纹,确保波纹与直缝垂直或平行,且波纹在接口处无断裂。
三、焊接/连接:保证管体密封性与强度
波纹钢管的接口(螺旋搭接缝或直缝)需通过焊接实现密封,焊接质量直接影响管体的抗渗漏能力(如用于输水、输气时),关键控制要点:
焊接方式选择(按材质匹配)
碳钢管:优先采用“高频电阻焊(ERW)”或“埋弧焊(SAW)”:
高频电阻焊:利用高频电流产生的热量使钢带接口熔化,再通过挤压辊焊接,焊接速度快(10-30m/min),需控制高频电流强度(根据壁厚调整,避免虚焊);
埋弧焊(用于厚壁管,壁厚≥6mm):通过焊剂保护电弧焊接,焊道成型饱满,需控制焊接电流(300-500A)、电压(28-34V),避免焊瘤、气孔。
不锈钢管:采用“惰性气体保护焊(TIG/MIG)”:
TIG焊(薄壁管,壁厚≤4mm):用氩气保护钨极电弧,焊接精度高,无飞溅,需控制氩气纯度(≥99.99%),避免焊缝氧化变色;
MIG焊(厚壁管):用氩气+二氧化碳混合气体保护,焊接效率高,需控制焊丝送丝速度(与焊接速度匹配)。
焊缝质量控制
实时检测:通过“在线涡流探伤”(检测焊缝内部缺陷,如未焊透、夹渣)和“水压试漏”(焊接后立即进行,压力为设计压力的1.2-1.5倍,保压30min无渗漏);
焊缝整形:焊接后用砂轮打磨焊缝表面,使焊缝高度与管壁平齐(避免突出焊缝影响后续防腐层附着,或导致流体阻力增大)。
四、防腐处理:提升产品耐候性与使用寿命
波纹钢管多用于户外(如市政排水、公路涵洞)或腐蚀性环境(如化工输送),防腐处理是延长寿命的核心,主流工艺根据材质不同分为:
碳钢管防腐(重点防生锈)
热浸镀锌:将焊接后的钢管整体浸入熔融锌液(温度440-460℃),在管壁表面形成锌层(厚度≥85μm,符合GB/T 3091标准),锌层与钢管形成“锌-铁合金层”,起到牺牲阳极保护作用;
关键控制:镀锌前需酸洗去除焊缝处残留焊渣(避免锌层漏镀),镀锌后通过“离心甩锌”去除多余锌液,防止锌瘤产生;
二次防腐(特殊环境需求):若用于强酸/强碱环境,在镀锌后再涂覆“环氧树脂涂层”(厚度≥100μm)或“聚乙烯防腐层”(厚度≥2mm),通过“静电喷涂”或“热缩包覆”工艺确保涂层均匀无针孔。
不锈钢管防腐(重点防氧化与晶间腐蚀)
钝化处理:将不锈钢管浸入“硝酸溶液”(浓度10%-15%,温度50-60℃),在表面形成氧化铬钝化膜(厚度3-5nm),提升耐腐蚀性;
去毛刺与抛光:对管端、波纹边角进行机械抛光,去除尖锐边缘(避免边缘处钝化膜破损,引发局部腐蚀)。
五、质量检测:全流程把控产品合规性
需通过多维度检测确保产品符合国家标准(如GB/T 24596《钢制波纹管道》、GB/T 19472《埋地用聚乙烯(PE)结构壁管道系统》),关键检测项目包括:
尺寸精度检测
管径、壁厚:用卡尺、超声波测厚仪检测,管径误差≤±1%,壁厚误差≤±0.1mm;
波纹参数:用专用量具检测波纹高度、间距,偏差≤±0.2mm,且波纹连续无断裂。
力学性能检测
抗压强度:通过“外压负载试验”,在管外施加均匀压力(按设计要求,通常≥200kPa),保压1h无变形、破裂;
抗冲击性:在-20℃低温环境下,用落锤(质量10kg,高度1.5m)冲击波纹谷值,冲击后无裂纹(适用于户外低温地区产品)。
密封性与耐腐蚀性检测
水压试验:管内充水至设计压力的1.5倍,保压30min,焊缝及管壁无渗漏;
盐雾试验(针对镀锌管):将样品放入盐雾箱(5%氯化钠溶液,温度35℃),连续喷雾48h,锌层腐蚀面积≤5%,无红锈产生。
外观检测
管壁无明显划痕、凹陷、鼓包,焊缝表面光滑无气孔、夹渣,防腐层无剥落、针孔。

扫一扫,关注我们
销售电话:13895700661
13351008912
办公地址:黑龙江省哈尔滨市南岗区永丰大街72号
厂 址:黑龙江省哈尔滨市利民开发区北京东路南